- Bayraklı/Izmir TURKEY
- Email: info@zenithar.net
 English
English Français
Français

Acier De Noyau
Le but d’un noyau de transformateur est de fournir un chemin à faible réluctance pour le flux magnétique reliant les enroulements primaire et secondaire.
Ce faisant, le noyau subit des pertes de fer dues à l’hystérésis et aux courants de Foucault qui y circulent et qui, à leur tour, se manifestent par un échauffement du matériau du noyau. De plus, les flux alternatifs génèrent du bruit qui, dans le cas d’un grand transformateur de système, par exemple, peut être aussi envahissant dans l’environnement qu’un avion à réaction ou un moteur à combustion interne à plein régime.
Les pertes dans le noyau, bien que faibles par rapport au débit du transformateur, sont présentes chaque fois que le transformateur est alimenté. Ainsi, ils représentent une consommation d’énergie constante et importante sur tout système électrique. Il a été estimé qu’environ 5% de toute l’électricité produite est dissipée sous forme de pertes de fer dans les équipements électriques, et rien qu’au Royaume-Uni en 1987/88, le coût des pertes de noyau à vide dans les transformateurs a été estimé à 110 millions de livres sterling. À cette époque, on estimait qu’environ 109 unités d’électricité étaient gaspillées chaque année dans les pertes du cœur des transformateurs de distribution, ce qui équivalait à sept millions de barils de pétrole pour le produire et libérait 35 000 tonnes de dioxyde de soufre et quatre millions de tonnes de dioxyde de carbone dans l’atmosphère. . Les implications de coûts identifiées ci-dessus ont bien sûr été particulièrement exacerbées par l’augmentation significative des coûts de l’énergie initiée par la crise pétrolière du début des années 1970.
Il n’est donc pas surprenant que des ressources considérables de recherche et développement aient été appliquées aux aciers électriques et à la conception des noyaux de transformateurs ces dernières années, principalement orientées vers la réduction des pertes mais également vers la réduction du bruit. En conséquence, de nombreux progrès ont été réalisés et de nombreux changements ont eu lieu depuis que les principes de base de la conception et de la construction des transformateurs de puissance modernes ont été établis dans les années 1920 et 1930.
La perte dans le noyau est composée de deux composantes : la première, la perte par hystérésis, est proportionnelle à la fréquence et dépend de la surface de la boucle d’hystérésis, qui, à son tour, est une caractéristique du matériau et une fonction de la densité de flux de crête ; la seconde est la perte par courants de Foucault qui dépend du carré de la fréquence mais qui est aussi directement proportionnelle au carré de l’épaisseur du matériau. La minimisation de la perte par hystérésis dépend donc du développement d’un matériau ayant une surface minimale de boucle d’hystérésis, tandis que la minimisation de la perte par courants de Foucault est obtenue en construisant le noyau à partir d’un empilement de tôles minces et en augmentant la résistivité du matériau afin de le rendre moins facile. pour que les courants de Foucault circulent. Les composants de la perte de cœur peuvent être représentés par les expressions:
Perte d’hystérésis, Wh = k1 f Bmaxn watts/kg
et perte par courants de Foucault, We = k2 f2 t2 Beff / ρ watts/kg
où k1 et k2 sont des constantes pour le matériau
f est la fréquence, Hz
t est l’épaisseur du matériau, mm
ρ est la résistivité du matériau
Bmax est la densité de flux maximale, T
Beff est la densité de flux correspondant à la R.M.S. valeur de la tension appliquée
n est «l’exposant de Steinmetz» qui est fonction du matériau. À l’origine, cela était considéré comme 1,6, mais avec des matériaux modernes et des densités de flux plus élevées, n peut varier de 1,6 à 2,5 ou plus.
En pratique, le terme de courant de Foucault est complexe et peut lui-même être considéré comme composé de deux composants : le premier varie réellement comme le carré de la fréquence multipliée par l’épaisseur du matériau et la densité de flux, comme indiqué par l’expression ci-dessus. Ceci peut être calculé conformément à la théorie électromagnétique classique et est appelé la perte de courant de Foucault classique ; la seconde dépend de la structure du matériau telle que la taille des grains et le mouvement du domaine magnétique pendant le cycle de magnétisation et est connue sous le nom de perte anormale ou perte résiduelle. La perte anormale par courants de Foucault peut représenter environ la moitié de la perte totale d’un acier particulier. C’est cette perte anormale qui peut être considérablement réduite par un traitement spécial du matériau du noyau, de sorte que cela constitue la base de la plupart des approches modernes vers la réduction de la perte du noyau. Plus sera dit à ce sujet plus tard.
Les premiers transformateurs fabriqués dans les années 1880 avaient des noyaux en fer forgé de haute qualité et pendant un certain temps, le fer suédois a été préféré. Cependant, vers l’an 1900, il a été reconnu que l’ajout de petites quantités de silicium ou d’aluminium au fer réduisait considérablement les pertes magnétiques. C’est ainsi qu’a commencé la technologie de l’acier électrique spécialisé.
Acier laminé à chaud
L’ajout de silicium réduit les pertes par hystérésis, augmente la perméabilité et augmente également la résistivité, réduisant ainsi les pertes par courants de Foucault. La présence de silicium a pour inconvénient que l’acier devient cassant et dur de sorte que, pour des raisons d’ouvrabilité et de facilité de fabrication du noyau, la quantité doit être limitée à environ 4 %. L’élimination des impuretés, dont le carbone, a également un effet significatif sur la réduction des pertes de sorte que si les premiers aciers contenant du silicium présentaient des valeurs de pertes spécifiques de l’ordre de 7 W/kg à 1,5 T, 50 Hz, des alliages similaires produits en 1990 présentant des les niveaux de pureté ont des pertes inférieures à 2 W/kg dans ces conditions.
Comme brièvement mentionné ci-dessus, les tôles d’acier électriques ont une structure cristalline de sorte que les propriétés magnétiques de la tôle sont dérivées des proprieties magnétiques des cristaux ou grains individuels et beaucoup d’entre elles dépendent de la direction dans le cristal dans laquelle elles sont mesurées.
Les cristaux d’acier peuvent être représentés par un réseau cubique comme le montre la figure 1. Les axes principaux de ce réseau sont désignés par les coordonnées x, y, z entre crochets, [100], qui représentent l’axe le long du bord du cube. Les plans coupant les sommets des cubes sont désignés de manière similaire par des coordonnées entre parenthèses rondes (110), représentant le plan coupant des arêtes diagonalement opposées.
Dans le réseau cristallin, la direction [100] est la direction d’aimantation la plus facile, la direction [110] est la plus difficile et la direction [111] est la plus difficile. Les tôles d’acier au silicium d’une épaisseur d’environ 0,35 mm utilisées dans les transformateurs, aux États-Unis jusqu’aux années 1940 et au Royaume-Uni jusqu’à un peu plus tard, ont été produites par un processus de laminage à chaud dans lequel les grains sont emballés ensemble de manière aléatoire afin que les propriétés magnétiques observées dans une feuille ont des valeurs similaires indépendamment de la direction dans laquelle elles sont mesurées. Ceux-ci représentent une moyenne des propriétés pour toutes les directions dans les cristaux individuels. Les matériaux sont dits isotropes.
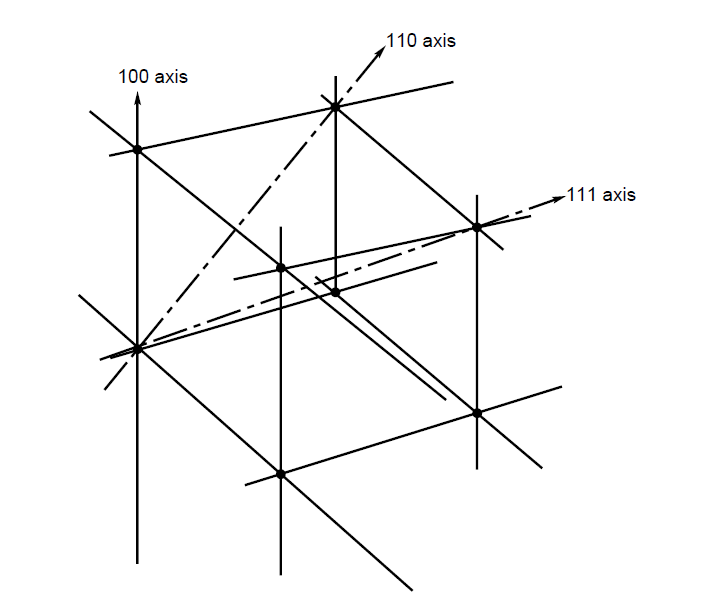
Figure 1 La direction 100 du bord du cube est la direction de magnétisation la plus simple ; La diagonale de face de cube de 110 directions est plus difficile; La diagonale longue de 111 directions est la plus difficile.
Figure 1 La direction 100 du bord du cube est la direction de magnétisation la plus simple ; La diagonale de face de cube de 110 directions est plus difficile; La diagonale longue de 111 directions est la plus difficile.
Acier à grains orientés
Il avait été reconnu au début des années 1920 que les cristaux d’acier au silicium étaient eux-mêmes anisotropes, mais ce n’est qu’en 1934 que l’américain N. P. Goss breveta un procédé de production industrielle, principalement développé par ARMCO aux USA, qu’une utilisation commerciale fut faite de cette propriété. Les premières quantités commerciales ont été produites en 1939. Le matériau était le premier acier au silicium laminé à froid à grain orienté commercial. Il avait une épaisseur de 0,32 mm avec une perte de 1,5 W/kg à 1,5 T, 50 Hz.
Le matériau est réduit à froid par un procédé décrit à la figure 2. Cela a constitué la base de la production d’aciers à grains orientés laminés à froid pendant de nombreuses années. La bande initialement laminée à chaud est décapée pour éliminer les oxydes de surface et est ensuite laminée à froid jusqu’à une épaisseur d’environ 0,6 mm à partir de l’épaisseur initiale de la bande à chaud de 2 2,5 mm. Le matériau subit un recuit pour recristalliser la structure travaillée à froid avant de laminer à nouveau à froid jusqu’à l’épaisseur finale. La décarburation jusqu’à moins de 0,003 % de carbone est suivie d’un revêtement avec une fine couche d’oxyde de magnésium (MgO). Lors du recuit suivant, à 1200°C pendant 24 heures, une purification et une recristallisation secondaire se produisent et l’oxyde de magnésium réagit avec la surface de l’acier pour former une fine couche de silicate de magnésium appelée film de verre ou couche de Forsterite. Enfin, le matériau subit un recuit d’aplatissement, lorsque l’excès d’oxyde de magnésium est éliminé et qu’un mince revêtement de phosphate est appliqué qui réagit avec le silicate de magnésium pour former un revêtement solide et hautement isolant.

Figure 2
Lors du laminage à chaud, de petites particules de sulfure de manganèse, qui ont été ajoutées à la masse fondue comme inhibiteur de croissance des grains, précipitent lorsque l’acier refroidit. Dans le même temps, certains cristaux avec la texture de Goss, c’est-à-dire ayant l’orientation requise, se forment avec de nombreuses autres orientations. Après le laminage à froid, les noyaux à texture Goss recristallisent lors du recuit de décarburation, le matériau développant une « mémoire de structure ». La taille des grains, à ce stade, est d’environ 0,02 mm de diamètre, et ces augmentations dans les grains orientés Goss à plus de 800 ° C pendant le recuit à haute température lorsque les particules de sulfure de manganèse retardent la croissance des autres grains. Au cours de ce processus de recristallisation secondaire, les grains de Goss consomment chacun 106 à 107 grains primaires et croissent à travers l’épaisseur de la feuille jusqu’à des diamètres de 10 mm ou plus.
Acier à haute perméabilité
L’utilisation d’acier à grains orientés laminé à froid comme décrit ci-dessus s’est poursuivie avec seulement un raffinement et une amélioration réguliers du processus de production jusqu’à la fin des années 1960. Cependant, en 1965, la société japonaise Nippon Steel Corporation a annoncé un changement radical dans la qualité de son acier électrique : l’acier au silicium à grains orientés à haute perméabilité. Le processus de production est illustré à la figure 3. La production est simplifiée par l’élimination de l’une des étapes de laminage à froid en raison de l’introduction d’environ 0,025 % d’aluminium dans la masse fondue et de l’utilisation résultante de nitrure d’aluminium comme inhibiteur de croissance. Le produit final a une meilleure orientation que l’acier à grains orientés laminé à froid (dans ce contexte, généralement appelé acier “conventionnel”), avec la plupart des grains alignés à moins de 3° de l’idéal, mais la taille des grains, en moyenne 1 cm de diamètre, était très grand par rapport au diamètre moyen de 0,3 mm du matériau conventionnel. À des densités de flux de 1,7 T et plus, sa perméabilité était trois fois supérieure à celle du meilleur acier conventionnel, et la sensibilité aux contraintes de perte et de magnétostriction était plus faible en raison de l’amélioration de l’orientation et de la présence d’une contrainte de traction élevée introduite par le so -appelé revêtement de contrainte. Le revêtement de contrainte confère une contrainte de traction au matériau qui aide à réduire la perte par courants de Foucault qui serait autrement élevée dans un matériau à gros grains.

Figure-3 Vue schématique de la production
La perte totale est en outre compensée par une certaine réduction de la perte par hystérésis due au revêtement amélioré. Cependant, les faibles pertes des aciers à haute perméabilité sont principalement dues à une réduction de 30 à 40 % de l’hystérésis provoquée par l’amélioration de l’orientation des grains. Le produit Nippon Steel Corporation est devenu disponible dans le commerce en 1968, et il a ensuite été suivi par des matériaux à haute perméabilité à base de MnSe plus Sb (Kawasaki Steel, 1973) et Bore (Allegheny Ludlum Steel Corporation, 1975).
Acier affiné par domaine
La pression continue pour la réduction de la perte de noyau de transformateur identifiée ci-dessus a conduit à de nouvelles améliorations dans le processus de production de sorte qu’au début des années 1980, la Nippon Steel Corporation a introduit un matériau gravé au laser avec des pertes d’environ 5 à 8 % inférieures à l’acier à haute perméabilité. En 1983, ils produisaient des aciers gravés au laser jusqu’à 0,23 mm d’épaisseur avec des pertes aussi faibles que 0,85 W/kg à 1,7 T, 50 Hz.
Il a été brièvement mentionné ci-dessus, lors de la définition de la quantité “pertes anormales par courants de Foucault, qui résultent en partie du mouvement de la paroi du domaine magnétique pendant les cycles de magnétisation. Dès 1958, Messieurs Pry et Bean [3.1] avaient suggéré que dans un matériau à grains orientés, la perte de courant de Foucault anormale est proportionnelle à l’espacement des parois du domaine et inversement proportionnelle à l’épaisseur de la feuille. Ceci est illustré sur la figure 3 qui montre une section idéalisée d’un matériau à grains orientés dans lequel des domaines magnétiques à 180° s’étirent à l’infini à des intervalles égaux de 2L. Il est clair que la perte par courants de Foucault peut être réduite en subdivisant les domaines magnétiques pour réduire L. Il était reconnu depuis de nombreuses années que l’introduction de contraintes dans les tôles d’acier avait pour effet de subdiviser les domaines magnétiques et ainsi de réduire la perte de noyau. C’était la base de l’utilisation des revêtements de contrainte pour les aciers à haute perméabilité mentionnés ci-dessus. Les revêtements confèrent une contrainte de traction au matériau lors du refroidissement en raison de leur faible coefficient de dilatation thermique. Le traçage mécanique de la surface de la tôle à des intervalles transversaux à la direction de laminage sert également de moyen d’induire la contrainte nécessaire, mais cela est difficile à réaliser sur une base commerciale et présente l’inconvénient que l’épaisseur de la tôle au point de traçage est réduite. , créant ainsi une augmentation localisée de la densité de flux et provoquant le transfert d’une partie du flux vers la stratification adjacente avec pour résultat une augmentation nette de la perte.
La solution de Nippon Steel Corporation au problème était d’employer un processus de raffinage de domaine sans contact utilisant une irradiation laser normalement appelée gravure laser. Lorsque le faisceau laser haute puissance est dirigé vers la surface de la feuille, la couche la plus externe de la feuille se vaporise et se disperse instantanément. En conséquence, une pression d’impact de plusieurs milliers d’atmosphères est générée pour former une zone élasto-plastique locale dans la feuille. Des dislocations complexes très denses dues à la déformation plastique se produisent en laissant une déformation résiduelle qui produit le raffinement de domaine requis.
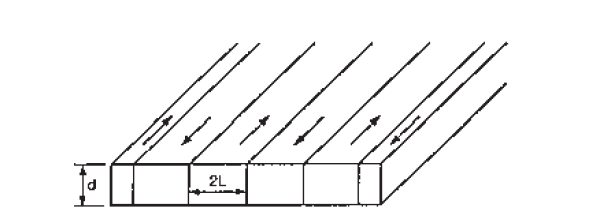
Figure-4 Domaines magnétiques en coupe. Les flèches indiquent la direction de l’aimantation dans les domaines magnétiques
Comme l’irradiation laser vaporise et diffuse la couche la plus externe de la feuille, un revêtement supplémentaire est nécessaire afin de réparer la couche d’isolation de surface. Un aspect important du processus de raffinement de domaine décrit ci-dessus est que les contraintes résiduelles seront supprimées si le matériau est ultérieurement recuit à une température supérieure à 500°C, inversant ainsi le processus. Il est donc important que tout processus effectué après la gravure au laser ne porte pas la température au-dessus de 500°C.

Sources:
-Livre d’ingénierie de l’énergie électrique
-Le livre J&P Transformer
-R.Rudenberg, “Performance des ondes progressives dans les bobines et
Windings”, Trans. de l’A.I.E.E., Vol. 59, 1940, pp. 1031–1040.
-Sandor Jeszenszky, “Histoire des transformateurs”, IEEE Power
Revue d’ingénierie, vol. 16, n° 12, déc. 1996, p. 9–12
Copyright 2020, All Rights Reserved